药芯焊丝混合气体保护焊在压路机中的应用
药芯焊丝混合气体保护焊在压路机中的应用
CA系列压路机的焊接式转向机构最常见的故障是焊缝开裂。采用药芯焊丝混合气体保护焊,通过严格控制焊接参数和焊接环境,选用适当的焊接工装,可成功地将产品的焊缝质量合格率控制在98%以上。
1.焊接工艺
(1) 优点
在CA系列压路机转向机构的生产中,为了保证焊缝质量,对转向机构的结构、材质和焊缝受力情况进行了深入的研究和多次的试验,决定对转向机构焊缝采用药芯焊丝气体保护焊,与普通的手工电弧焊和实心焊丝CO2焊相比,具有以下优点:
焊接工艺性能好;熔敷速度快,生产效率高,可进行连续自动和半自动焊接;合金系统调整方便,特别是对于低合金高强度钢焊接的优势十分明显;能耗低,与手工电弧焊相比,可节省20%~30%的焊接成本。
为了减弱CO2的氧化性,焊接时焊接气体采用80%CO2+20%Ar的混合气体。采用E501T-1型φ1.2mm的药性焊丝,药芯加入了稳弧剂和造渣剂,因此在焊接中不仅具有电弧稳定、飞溅小的优点,还能保持较高的熔敷效率,提高了焊缝质量。
(2)焊接参数
焊接参数包括焊接电流、电弧电压、焊接速度和气体流量等。焊接参数的选择与材质、板厚和焊接位置与焊缝类型密切相关,根据经验可知:
随着焊接电流的增加,焊缝的熔深和余高均增加,而熔宽增加不多,由于采用的是直径1.2mm的细焊丝,而焊接工件分别为25mm和100mm的厚板,为了保证熔深和材料间较好的熔合,在保证飞溅不大的前提下,尽量用稍大的焊接电流,经过反复试验和比较,确定焊接电流为260~280A。
电弧电压升高,熔深变浅、熔宽增加、余高减小、焊趾平滑,经过计算确定电弧电压为30~32V。
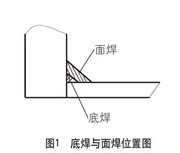
在电流、电压一定的情况下,焊接速度增加时,焊缝的熔深、熔宽和余高均减小,过小则造成未焊透、未熔合等质量缺陷。为了保证焊缝的熔透性和外观质量,焊接时采用图1所示的底焊和面焊两次焊接。底焊对焊接结构起定位作用,焊接速度相对快一点;面焊起保证焊缝熔透性和焊缝外观质量的作用,所以焊接速度要相对慢一些。
气体流量是气体保护焊的重要参数之一,流量过小则焊缝氧化严重,流量过大则出现焊接时飞溅大、烟雾大、焊缝成形不良、容易产生气孔等缺陷。根据采用的电流,确定气体流量为18~20 L/min。焊接工艺参数如附表所示。
(3) 焊接环境
CA系列压路机转向机构属于厚大件焊接,且板材间厚度差较大,焊接环境对焊缝质量的影响更为突出。采用焊前预热、焊后退火的方法能提高材料的焊接性能、消除焊后内应力。但是焊前预热和焊后退火存在工件容易变形、生产效率低的缺点,不是理想的方法。
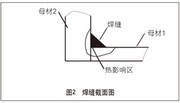
为了保证焊缝和工件质量,进行了多次不同温度下的焊接试验表明:如果焊接时母材温度低于15℃,则焊缝的熔深比较小,图2所示的焊缝截面图中,焊缝硬度值约HV250、热影响区硬度高于HV300、母材硬度约HV170,3部分的硬度差别比较大,焊接内应力较大,焊缝不能满足强度要求。因此,在生产中当环境温度高于15℃时,不再对母材进行预热处理,只有当环境温度低于15℃时,焊前应将母材放在温室里长时间预热处理,这样既可以提高母材的焊接性能又可以防止热变形,焊接时可用激光测温仪检测工件温度,当温度≥15℃时要及时焊接。

为了保证焊接时形成密封而连续的气体保护层,气体保护焊不能在有风的场所进行,更不能在焊接时吹电风扇,因此应该在焊接现场进行防风处理。
(4) 焊接流程
焊接工艺流程直接影响着焊缝的质量和生产效率,根据对以上焊接工艺的分析,制定了严格的焊接工艺规程,具体如下。
预热:如上所述,如果环境温度低于15℃,焊前应将各零件放在温室中预热至15℃以上,温度高于15℃时,可以不对零件进行预热处理。
装配:按照图纸所示的位置,将转向臂、加强板、转向立轴等零件装配在一起,为了保证各零件之间的位置精度和提高生产效率,装配时运用了特制的焊接工装。
点焊:各零件定位夹紧后,为了控制焊接变形,在焊前将各零件点焊成一个整体。
焊接:焊接时,从工件的外端开始采用对称焊接法焊接,每道焊缝分底焊、面焊两次焊接。
焊后处理:焊接后应及时清理焊缝,清除药皮和焊渣,发现不足之处及时修补。
检验:除外观检查外,还需用焊缝角尺检查焊缝高度是否符合要求,采用100%磁粉探伤或γ射线探伤检查焊缝是否有裂纹、气孔等缺陷。
2.焊接工装
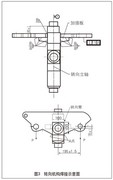
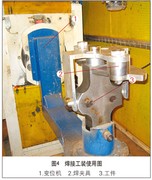
焊接工装是结构件焊接时常用的工具。在对CA系列压路机转向机构焊接时,为了保证图3所示的零件间位置精度,焊接时须采用图4所示的焊接夹具,对工件进行定位与夹紧。即焊前在焊接变位机上先夹紧转向立轴,而后用焊接夹具在转向立轴上定位转动臂,焊接夹具可以保证焊缝间隙、转向立轴与转动臂间的相互垂直度和转动臂上两孔与转向立轴轴颈之间的位置精度,夹紧后将转动臂与转向立轴搭焊成型。为了保证工件质量,搭焊后应检测转动臂与转向立轴的垂直度和其他位置尺寸,合格后才能进入焊接工序,不合格的修复后才能焊接。
CA系列压路机转动臂与转向立轴的总质量为72kg,人工搬动比较困难。为了保证焊缝质量,焊接时需要不断变换工件的位置,尽可能使每条焊缝处于最佳的焊接位置,焊接中运用图4所示的焊接变位机可使工件在空间任意变换位置。焊接结束,等焊缝冷却后方可以将工件从焊接变位机上取下,焊缝检验合格后再进行喷丸、喷涂底漆、面漆等工序的处理。
将药芯焊丝混合气体保护焊应用到压路机焊接式转向机构制造领域,不仅有效地阻止了焊缝中气孔的形成,降低飞溅,焊缝成形美观、舒展,还提高了焊接效率,降低了焊接成本,减轻了劳动强度。重要的是保证了转向机构工作的可靠性和压路机的安全性。通过采用合理的焊接工艺并严格执行,使产品焊缝的合格率达到98%以上,同时为药芯焊丝混合气体保护焊应用于工程机械其他机构的焊接打下了技术基础。
《药芯焊丝混合气体保护焊在压路机中的应用》相关文章
- 药芯焊丝混合气体保护焊在压路机中的应用
- › 药芯焊丝混合气体保护焊在压路机中的应用
- 在百度中搜索相关文章:药芯焊丝混合气体保护焊在压路机中的应用
- 在谷歌中搜索相关文章:药芯焊丝混合气体保护焊在压路机中的应用
- 在soso中搜索相关文章:药芯焊丝混合气体保护焊在压路机中的应用
- 在搜狗中搜索相关文章:药芯焊丝混合气体保护焊在压路机中的应用
tag: 机械维修,工程机械维修,工程机械与维修,机械设备维修,维修资料 - 机械维修