大吨位起重机履带梁焊接变形的控制
大吨位起重机履带梁焊接变形的控制
徐工生产的650t履带式起重机履带梁(见图1)为空间板焊接成封闭箱形与单腹板混合结构,与车架采用动力销轴连接,承受整机的自重和作业载荷,因此要求履带梁结构要具有足够的刚度和强度,主体结构采用Q550高强钢板制做。
经现场按比例多次跟踪测量,发现该机履带梁的焊接变形:挠曲变形量大于或等于8mm;翼板波浪变形量大于或等于10mm,大大超过技术要求。履带梁的上盖板、腹板、底板都采用Q550高强钢板,厚度分别为30、30和50mm,因其结构型式不规则和高强钢板的特殊性,利用机械和火焰加热的矫正法难以控制焊接变形量。采用断续跳跃对称焊和焊后反变形的方法,可以较好地解决变形问题。
(1)材料焊接性分析
Q550钢是常用高强度结构钢(屈服强度大于或等于530MPa),焊接时冷裂倾向比较大。所以,在低温或大刚性、大厚度条件下生产焊接结构件时,要采用较大的线能量并注意填满弧坑。同时应严格按照徐重机Q/XZJ13005-2006《高强钢焊接工艺规范》,焊前预热至100~150℃,以减少冷裂倾向。
(2)焊前准备
机械加工焊接坡口精度最高,但考虑经济性和公司的现状,采用火焰切割方法较为合适。焊前准备包括:
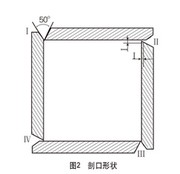
①坡口制备。如图2所示,搭接焊缝间隙一定要严格控制,间隙过宽易产生焊瘤,过窄易产生未焊透现象。
②焊前清理。采用机械方法将坡口附近10mm范围内的铁锈和油污打磨清理干净,露出金属光泽。焊丝表面也一定要清洁,不得有铁锈和油污。
③焊接应在焊接平台上进行,并用工装夹具进行刚性固定。
(3)焊接工艺参数
履带梁的实际焊接工艺参数如附表所示,实际焊接过程中焊接速度须控制在30~50cm/min。
(4)控制焊接变形的措施
①履带梁的拼焊及定位
焊前工件的装配及定位对焊后的结构变形有很大影响,组装履带梁时,要严格按照工艺要求拼置。定位焊缝应该对称点固,长度一般应控制在5~10mm,以保证有一定的强度。为了尽量减少组装误差,组装应该在焊接平台上进行,并用工装夹具进行刚性固定。施焊过程也须在焊接平台上进行,这样有利于工件的翻转,又能保持焊缝位置始终处于水平状态。
②选择合理的焊接顺序
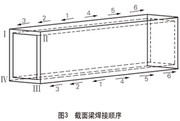
焊接顺序对控制焊接变形非常重要,正确的焊接顺序能够大大地减少焊后的变形。点焊固定后焊件成型(见图3)。焊接时分层施焊,第一层和第二层的焊缝分两道焊完。对于相同板厚的焊接结构,采用多层焊接可以有效地提高焊缝金属的性能,因为每层焊缝变小可改善凝固结晶的条件,同时后一层焊缝对前一层的具有附加热处理的作用,从而可改变其固态相变的组织。
施焊第一层焊缝Ⅰ,从第一道焊缝中间向两边断续跳跃对称焊接,如图3所示,焊缝长约100~150mm,不允许产生连续焊缝(焊多长与留多长视情而定),然后翻转工件施焊对角线焊缝Ⅲ,焊接方法同焊缝I。用同样方法焊接焊缝Ⅱ、Ⅳ。第二道焊缝在第一道的未焊接处施焊,同样采用从中间向两边断续跳跃对称焊接,焊缝长约100~150mm。
第二层同样采用第一层的焊接方法,对角线断续跳跃对称焊接,从中间向两边焊接。
第三层属于盖面焊接,连续焊缝,焊接速度比前两次的慢,主要是对焊缝起到热处理的作用。
③运用反变形手段
采用反变形的方法控制焊接变形,即根据焊接收缩余量补偿的经验及试验数据,适当预留收缩量,具体为加上隔套后再做刚性固定,焊接冷却后取下隔套即可防止变形。
通过上述焊接工艺及反变形措施,变形量基本可以得到控制。若遇特殊情况,如果变形量超过允许范围不是很大,只要用丝杠夹具刚性固定、火焰加热进行矫正,即可达到设计要求。
生产实践表明,对于650t履带式起重机履带梁的焊接,采用断续跳跃对称焊和反变形的手段,可使焊接变形量控制在技术要求的范围内,很好地解决了焊接变形的问题,保证了产品质量,节省了生产成本。
《大吨位起重机履带梁焊接变形的控制》相关文章
- 大吨位起重机履带梁焊接变形的控制
- › 大吨位起重机履带梁焊接变形的控制
- 在百度中搜索相关文章:大吨位起重机履带梁焊接变形的控制
- 在谷歌中搜索相关文章:大吨位起重机履带梁焊接变形的控制
- 在soso中搜索相关文章:大吨位起重机履带梁焊接变形的控制
- 在搜狗中搜索相关文章:大吨位起重机履带梁焊接变形的控制
tag: 机械维修,工程机械维修,工程机械与维修,机械设备维修,维修资料 - 机械维修